





硬質合金棒材在傳統的磨削過程中,由于硬質合金本身硬度高,熱導率小,磨削區域的熱量不能及時傳導出去,從而使得硬質合金被磨削表面產生瞬時高溫,并且溫升速度又特別快,引起熱變形,而硬質合金在室溫下幾乎沒有塑性,其內部組織處于應力狀態,在以后的使用過程中,受到外來應力的誘發,局部應力超過硬質合金本身強度極限,從而產生裂紋或開裂。
為了消除硬質合金精磨棒材的表面的殘余應力,深冷處理是一種重要可行的手段。下面,我們使用金屬深冷處理箱,對硬質合金進行深冷處理。
硬質合金的深冷處理工藝:
處理設備:環儀儀器 金屬深冷處理箱
實施原理:
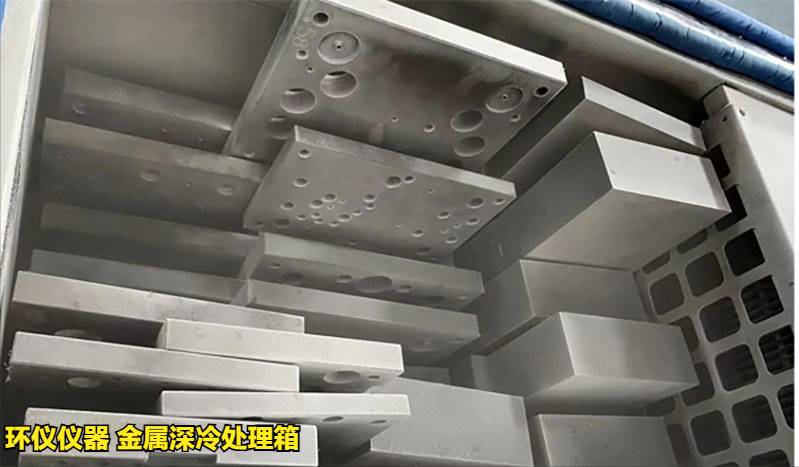
1.將硬質合金棒材放入深冷處理箱內,液氮輸入深冷處理箱內對硬質合金棒材進行深冷處理,深冷處理時液氮雖然吸收大量的熱;
2.完成深冷處理后,進入升溫處理階段,加熱器對深冷處理箱內部進行加熱,溫度逐漸升高,超過液氮沸點溫度(-196℃),液氮開始汽化成氣態,會產生大量氮氣,深冷處理箱內的氮氣從輸出管道排出,氮氣經過過濾芯內過濾。

3.過濾芯對氮氣進行過濾,祛除氮氣中的大量雜質,保障氮氣的純度,氮氣再經過壓縮機、蒸發器使氮氣重新液化儲存,可以繼續用于冷卻硬質合金棒材。
深冷處理過程:
1.預處理:對磨削后硬質合金棒材進行表面預處理;
2.深冷處理:完成預處理后,將硬質合金棒材放入深冷處理箱內進行深冷處理,在深冷處理時,液氮瓶將液氮輸入冷卻箱內,降溫速率控制為3~6℃/min,深冷處理溫度為-160℃到-180℃,深冷處理保溫時間為10到16小時;
3.升溫處理:完成深冷處理后,進入升溫處理,開啟加熱器,升溫過程中控制升溫速率2~4℃/min,回溫溫度50℃~80℃,回溫后保溫5~6小時;
4.冷卻處理:通過自然冷冷卻硬質合金;
以上就是對硬質合金的深冷處理過程,如有深冷處理疑問,可以咨詢環儀儀器相關技術人員。


